Ved du, hvordan kompositplader i stor størrelse fremstilles? Og hvad med dens egenskaber?
")
Tekniske tips til titanium kompositplader
I det nutidige videnskabelige samfund er der blevet observeret en voksende vægt på udviklingen af specialiserede processer til fremstilling af funktionelle materialer, som udviser en bred vifte af fysiske, kemiske og mekaniske egenskaber. Blandt disse fortjener den eksplosive svejseteknik særlig opmærksomhed på grund af dens unikke egenskaber, som omfatter diffusionssvejsning, smeltesvejsning og tryksvejsning.
Den eksplosive svejseteknik har vist sig at have en række materialer med kontrollerbare størrelser, overlegen grænsefladebindingsstyrke og oparbejdningsydelse. Denne alsidighed har ført til dens omfattende anvendelse på forskellige områder, herunder rumfart, atomkraft og atomenergi, blandt andre.
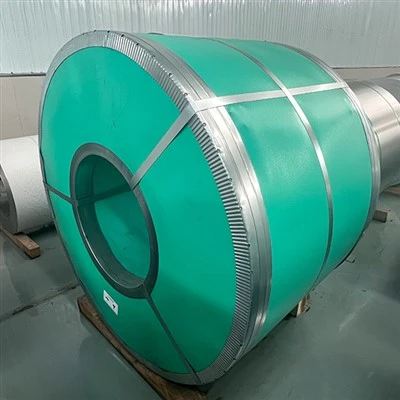
Produktbeskrivelse
Titanium besidder fordelagtige egenskaber, herunder høj styrke og fremragende korrosionsbestandighed over en lang række temperaturer. I forbindelse med bevarelse af titaniumressourcer, reduktion af udstyrsomkostninger, forbedring af udstyrskvalitet og formindskelse af vedligeholdelsestiden er brugen aftitanium kompositpladerer opstået som en udbredt praksis inden for områderne ren terephthalsyrepræparation, oxidationsreaktorer, opløsningsmiddeldehydreringstårne og varmevekslere i den moderne kemiske industri og trykbeholderindustri. Titanium kompositmaterialer, der omfatter titanium og titanlegeringer, udviser høj deformationsmodstand og lav slagstyrke, egenskaber, der udgør betydelige udfordringer under forarbejdning. Den adiabatiske forskydningslinje kommer dog let frem på titaniumlaget efter den eksplosive svejseproces, hvilket forhindrer fremstillingen af kompositplader i stor skala, forbedring af grænsefladekvaliteten og optimering af ydeevne.
Materialerne, sprængstofferne og grænsefladedannende mekanismer i små plader har været i fokus for omfattende forskning. Uoverensstemmelsen i egenskaber mellem basis- og flyermaterialerne giver imidlertid anledning til uensartede eksplosive svejsevinduer. Kvaliteten af det færdige produkt lever dog ofte under de standarder, der er fastsat af eksplosiv svejseteori. Krusningen af bindingsgrænsefladen dannet af eksplosiv svejsning kan direkte påvirke den endelige kvalitet af produkter, som påvirkes af mange faktorer.
Efterhånden som dimensionerne af kompositplader øges, forbedres ensartetheden af eksplosiv komposit og stabiliteten af detonationsbølgen under produktionen. Som følge heraf er en længere varighed nødvendig for at udsuge luft med en konstant detonationshastighed under fremstillingsprocessen. Kompleksiteten af processtyring er direkte proportional med alvoren af luftudsugningen. Derfor er det bydende nødvendigt at undersøge samspillet mellem titanium og stål, når det bruges sammen. Under eksplosionsreaktionen fører superpositionen af detonationsbølgen og eksplosive produkter til en stigning i trykket samt et fald i stabiliteten og pladens bredde. Følgelig er detonationens hastighed og tryk afgørende faktorer i fremstillingen af højkvalitets titanium kompositplader.
Eksperimentel opsummering af fremstillingen af Titanium Composite Plate
-
Titanium kompositplader med dimensioner på 4260 mm×4260 mm×(6.5+32) mm blev fremstillet ved hjælp af eksplosiv svejseteknik. En række analytiske teknikker, herunder ikke-destruktiv ultralydstest, phased-array waveform mikroskopi, optisk mikroskopi og scanningselektronmikroskopi, blev anvendt til at vurdere de mekaniske egenskaber og grænseflademorfologier af kompositpladerne.
-
De eksperimentelle fund indikerer, at når detonationshastigheden, tætheden, eksplosivhøjden og afstanden er sat til 2200–2270 m/s, 0 .80–0,82 g/cm3, henholdsvis 45,0-46,0 mm og 8,0-11,0 mm mekaniske egenskaber af de forberedte plader viser sig at opfylde kravene i ASTM B898-2020.
-
Interfacebølgeformen viser en karakteristisk periodisk kombinationsmorfologi med en grænseflade, der er klar og ensartet. En beskeden mængde størknet smelte er til stede i bølgeformens hvirvelområde. Forholdet mellem amplitude og bølgelængde varierer fra {{0}}.15 til 0.25, og den optimale forskydningsstyrke kan opnås, når forholdet er ca. 0,20.